Misvattingen over de vulfactor van elektrische spoelen
In de wereld van elektrische spoelen heerst er onder engineers een veelvoorkomend misverstand over de vulfactor. Dit leidt vaak tot misvattingen over de algehele efficiëntie en prestaties van deze spoelen. Het is van essentieel belang om deze misvattingen aan te pakken en het ware belang van de vulfactor te verduidelijken.
De vulfactor verwijst naar het gedeelte van de ruimte binnen de spoel dat wordt ingenomen door het geleidende materiaal (koper of alternatief). Bepaalde definities omvatten ook de isolatielaag, die de vulfactor lijkt te verhogen, maar vanuit ons perspectief is dit niet logisch. Het is echter essentieel om te begrijpen dat een hogere vulfactor niet per definitie een betere prestatie garandeert. Dit is misvatting nummer één waar engineers vaak de dupe van worden. Hoewel een hoge vulfactor wenselijk lijkt, zijn er afwegingen die gemaakt moeten worden. Andere spoelkenmerken, zoals inductie en weerstand, kunnen worden beïnvloed door de vulfactor - en uiteraard ook door de productiekosten. In sommige gevallen kan het voordelig zijn om te kiezen voor een lagere vulfactor, afhankelijk van de specifieke eisen van de toepassing.
Invloed van de vulfactor op de eigenschappen van spoelen
Misvatting nummer twee is dat de vulfactor alleen de efficiëntie van de spoel beïnvloedt. In werkelijkheid heeft de vulfactor een significante impact op verschillende aspecten van de spoel, waaronder de inductie, weerstand en zelfs zelfverhitting. Het verwaarlozen van de vulfactor tijdens het ontwerpproces van de spoel kan leiden tot suboptimale prestaties en mogelijke problemen op de lange termijn.
Om een hoge vulfactor te bereiken, moeten engineers rekening houden met verschillende factoren die hierop van invloed zijn. Een van deze factoren is de draaddiameter en isolatiedikte. De grootte van de geleider en de dikte van de isolatie kunnen rechtstreeks van invloed zijn op de vulfactor. Het vinden van een balans tussen de grootte van de geleider en de vulfactor is cruciaal, evenals het zorgen voor een goede isolatie voor optimale spoelprestaties.
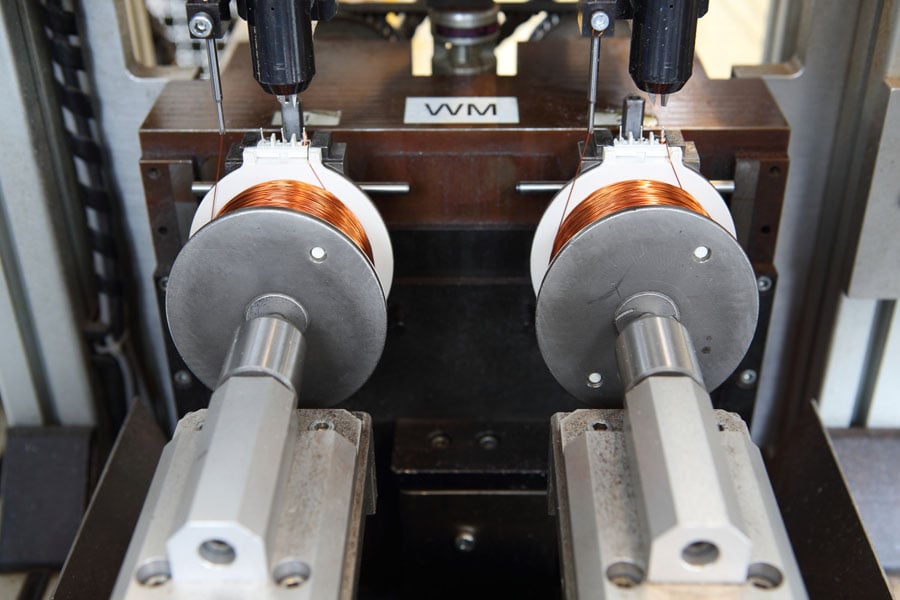
Een andere factor om rekening mee te houden is de gebruikte wikkeltechniek. Verschillende wikkeltechnieken kunnen een verschillende invloed hebben op de vulfactor. Vergelijkingen tussen hand-gewikkelde en machinaal gewikkelde spoelen laten verschillen zien in de bereikte vulfactor. Geavanceerde wikkelmethoden zijn ontwikkeld als middel om de vulfactor te maximaliseren en de algehele spoelprestaties te verbeteren.
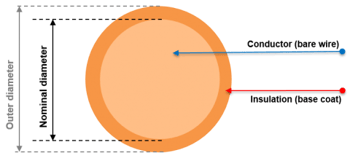
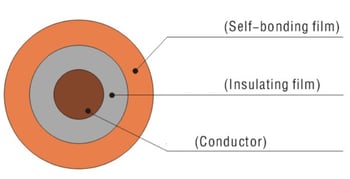
Bij het specificeren van de vulfactor is het altijd belangrijk om te controleren of alleen de geleider (koper) daadwerkelijk in aanmerking is genomen. Inclusief de isolatielaag is de waarde natuurlijk hoger (links, bron: Elektrisola). Met een zelfbindende draad heeft de geleider een nog kleinere verhouding vanwege de extra hechtlaag (rechts, bron: Ronsen).
Waarom het overwegen van de vulfactor cruciaal is bij spoelontwerp
De vulfactor in het spoelontwerp is van het grootste belang en mag niet over het hoofd worden gezien. Het speelt een essentiële rol bij het bepalen van de functionaliteit van elektrische spoelen. Ruimtebeperkingen hebben direct invloed op de vulfactor en het is dan ook noodzakelijk om technieken te gebruiken die de vulfactor maximaliseren in compacte ontwerpen om optimale prestaties te garanderen. Daarnaast is warmteafvoer een kritische ontwerpeis die in evenwicht moet zijn met de vulfactor. Strategieën voor het beheersen van thermische problemen terwijl een hoge vulfactor wordt behouden, zijn essentieel voor efficiënt spoelontwerp.
Producenten worden geconfronteerd met de uitdaging om de optimale vulfactor te bereiken tijdens de productie van spoelen. Precisiewikkelmachines zijn opgekomen als een techniek om consequent hoge vulfactoren te bereiken. Vooruitgang in wikkeltechnologie heeft geleid tot verbeterde productieprocessen. Kwaliteitscontrole en inspectie spelen ook een cruciale rol bij het waarborgen van een consistente vulfactor. Het meten en verifiëren van de vulfactor zijn essentieel om de kwaliteit te handhaven en variaties die de prestaties van de spoel kunnen beïnvloeden te voorkomen.
Wat is een optimale vulfactor bij spoelproductie ?
Bij het streven naar de optimale vulfactor in de productie van elektrische spoelen moeten engineers rekening houden met verschillende factoren en technieken. Bij het gebruik van standaard ronde draad varieert de gemiddelde vulfactor in spoelproductie doorgaans tussen de 40% en 60%. Het is echter belangrijk op te merken dat dit slechts een ruim bereik is en aanzienlijk kan variëren, afhankelijk van de specifieke spoel en het beoogde doel ervan. Sommige spoelen kunnen een hogere vulfactor hebben, bijna 70% of zelfs meer, terwijl andere spoelen een lagere vulfactor hebben, dichter bij de 30%. Dit geldt echter niet voor edgewise gewikkelde spoelen die zijn gewikkeld met profieldraad en worden toegepast in bijvoorbeeld motoren.
Het bepalen van de optimale vulfactor voor een specifieke spoel vereist een zorgvuldige afweging van verschillende factoren. Deze factoren omvatten de gewenste elektrische eigenschappen van de spoel, de beschikbare ruimtebeperkingen en de afwegingen tussen de vulfactor en andere spoelkenmerken. Het is cruciaal om een balans te vinden tussen het bereiken van een hoge vulfactor en het zorgen voor een goede warmtedissipatie, isolatie en algehele spoelprestaties.
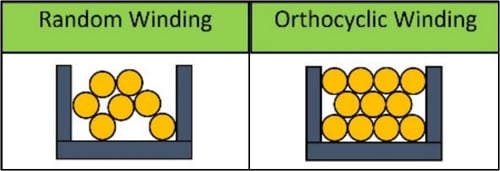 Een willekeurige (of wilde) wikkeling is de gebruikelijke oplossing voor een geautomatiseerd proces en grootschalige productie, maar behaalt een lagere vulfactor dan orthocyclische laagwikkelingen. Bron: Research and Innovation Actions (RIA)
Een willekeurige (of wilde) wikkeling is de gebruikelijke oplossing voor een geautomatiseerd proces en grootschalige productie, maar behaalt een lagere vulfactor dan orthocyclische laagwikkelingen. Bron: Research and Innovation Actions (RIA)
Het bereiken van een optimale vulfactor voor elektrische spoelen
Een hoge vulfactor van meer dan 60% wordt vaak gewenst bij de productie van spoelen, omdat dit zorgt voor een efficiënt gebruik van de ruimte binnen de spoel en optimale prestaties bevordert. Het bereiken van zo'n hoge vulfactor kan een uitdaging zijn, maar een effectieve techniek die hier consistent in slaagt, is het gebruik van orthocyclische wikkelen, vooral bij een aantal windingen onder de 500.
Orthocyclisch wikkelen is een gespecialiseerde techniek waarbij de geleidende draad zorgvuldig wordt gerangschikt om de vulfactor te maximaliseren. Door de draad nauwkeurig in een specifiek patroon te positioneren, kan de ruimte binnen de spoel zo effectief mogelijk worden benut, wat resulteert in een hogere vulfactor. Deze techniek is vooral gunstig voor spoelen met een lager aantal windingen, omdat het zorgt voor strakkere windingen zonder concessies te doen aan de algehele prestaties.
Hoewel orthocyclisch wikkelen een zeer effectieve techniek is om een hoge vulfactor te bereiken, is het belangrijk om op te merken dat het niet altijd geschikt is voor elk spoelontwerp. Factoren zoals het aantal windingen, de beschikbare ruimte en specifieke elektrische eisen moeten in overweging worden genomen. In sommige gevallen kunnen alternatieve wikkelmethoden of ontwerpaanpassingen meer geschikt zijn om de gewenste vulfactor te bereiken.
Wat zijn de beperkingen van orthocyclisch wikkeling in lagen?
Het gebruik van orthocyclisch wikkelen in lagen brengt tal van uitdagingen met zich mee vanwege de variaties in de effectieve buitendiameter van de draad (inclusief zowel koper- als isolatielaag). Deze discrepanties worden steeds duidelijker naarmate het aantal windingen toeneemt, waardoor het wikkelen in lagen uiteindelijk onpraktisch wordt. Om succesvol orthocyclisch te kunnen wikkelen, is de ontwikkeling van een machine met camera monitoring en gereguleerde draadaanvoer noodzakelijk. Deze opstelling vertraagt echter het wikkelproces aanzienlijk, wat leidt tot hogere kosten. Bovendien maken factoren zoals toleranties, temperatuurverschillen en buitendiameters van de draad (variërend van batch tot batch) het proces nog ingewikkelder. Als gevolg hiervan neemt de productie van afgekeurde poelen toe naarmate het aantal windingen toeneemt, waardoor het minder kosteneffectief wordt.
Vanaf ongeveer 1000 windingen wordt lastige opgave om te pleiten voor orthocyclische wikkelen.
Zelfs als er maar één draad in een laag niet perfect gewikkeld is, kan dit het patroon in de daaropvolgende lagen verstoren en resulteren in een onregelmatig wikkelingspatroon.
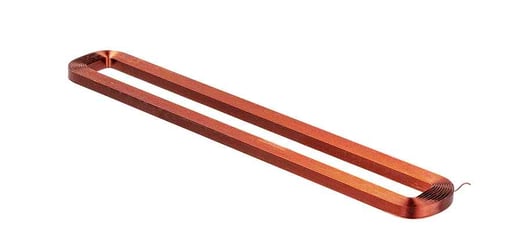 Een perfect gewikkelde orthocyclisch luchtspoel met een vulfactor van ongeveer 75%. Fabrikant: KUK Group
Een perfect gewikkelde orthocyclisch luchtspoel met een vulfactor van ongeveer 75%. Fabrikant: KUK Group
Kwaliteitscontrole en inspectie van de vulfactor van een spoel
Er kunnen verschillende methoden worden gebruikt om de vulfactor van elektrische spoelen te meten en te verifiëren. Een veelgebruikte aanpak is het gebruik van precisie meetgereedschap zoals schuifmaten of micrometers. Met deze gereedschappen kunnen nauwkeurige metingen worden gedaan van de afmetingen van de spoel, inclusief de ruimte die wordt ingenomen door de geleidende draad. Door deze metingen te vergelijken met de gewenste specificaties, kunnen fabrikanten de vulfactor bepalen en indien nodig aanpassingen maken als afwijkingen worden vastgesteld.
Een andere methode om de vulfactor te meten is door gebruik te maken van beeldvormingstechnieken. Geavanceerde beeldvormingstechnologie, zoals hogeresolutiecamera's of laserscanners, kan gedetailleerde afbeeldingen van de spoel vastleggen en de verdeling van de geleidende draad analyseren. Beeldverwerkingsalgoritmen kunnen vervolgens worden toegepast om de vulfactor te berekenen op basis van de dekking van de draad binnen de spoel. Deze contactloze methode biedt een snelle en nauwkeurige manier om de vulfactor te beoordelen en zorgt voor consistente prestaties.
Door een consistente vulfactor te behouden door middel van effectieve kwaliteitscontrole en inspectie, kunnen fabrikanten ervoor zorgen dat hun elektrische spoelen voldoen aan de gewenste prestatiespecificaties. Dit verbetert niet alleen de efficiëntie en betrouwbaarheid van de spoelen, maar draagt ook bij aan het algehele succes van de toepassingen waarin ze worden gebruikt. Met de juiste aandacht voor kwaliteitscontrole en inspectie kunnen fabrikanten vol vertrouwen elektrische spoelen leveren die voldoen aan de hoogste normen van prestaties en betrouwbaarheid.
Vooruitzicht en samenvatting over de vulfactor in spoelproductie
Vooruitkijkend naar de toekomst bieden lopend onderzoek en vooruitgang in spoelontwerp en productietechnieken interessante mogelijkheden voor het optimaliseren van de vulfactor. Innovaties in materialen en coatings zijn veelbelovend voor het verbeteren van de vulfactor en vervolgens voor het verbeteren van de prestaties en betrouwbaarheid van spoelen. Berekeningsmodellen en simulatie spelen ook een cruciale rol bij het optimaliseren van de vulfactor. Virtuele prototypes stellen engineers in staat om spoelontwerpen te verfijnen en uitdagingen van de huidige simulatietechnieken te overwinnen.
Tot slot is het cruciaal om misvattingen over de vulfactor van elektrische spoelen te weerleggen. Engineers moeten begrijpen dat een hogere vulfactor niet altijd resulteert in betere prestaties. Rekening houden met de vulfactor in combinatie met andere spoelkenmerken is essentieel om de efficiëntie en algemene prestaties te optimaliseren. Door rekening te houden met verschillende factoren en technieken kunnen fabrikanten de optimale vulfactor bereiken tijdens de productie van spoelen. Voortdurende vooruitgang in spoelontwerp en productietechnieken bieden interessante mogelijkheden voor verdere optimalisatie van de vulfactor. Door deze vooruitgang te omarmen, kunnen engineers het potentieel van elektrische spoelen maximaliseren en nieuwe mogelijkheden ontgrendelen in verschillende toepassingen.